ABS সার্টিফাইড ব্যাস 1500mm দৈর্ঘ্য 1600mm হেভি লিফটিং এয়ারব্যাগ
পণ্য পরিচিতি:
ভারী উত্তোলন এয়ারব্যাগের ইতিহাস 1981 সালের। শাংডং প্রদেশের জিনান শহরে অবস্থিত Xiao Qinghe জাহাজ মেরামত এবং বিল্ডিং শিপইয়ার্ড, 20 জানুয়ারী, 1981 এ এয়ারব্যাগ সাসপেনশন সহ একটি 60 DWT ট্যাঙ্ক বার্জ চালু করে। সেই প্রকল্পে সাতটি এয়ারব্যাগ মোতায়েন করা হয়েছিল।একটি ছিল 2 মিটার ব্যাস এবং 6 মিটার দীর্ঘ এবং উচ্চতার জন্য ব্যবহৃত হয়েছিল।বাকি ছয়টি এয়ারব্যাগ ছিল 0.8 মিটার x 6 মিটার লম্বা এবং রোলার হিসেবে কাজ করে।সেই ট্রায়াল লঞ্চের প্রথম উদ্দেশ্য ছিল যুদ্ধের উদ্দেশ্যে একটি প্রম্পট, কম ল্যান্ডফর্ম সীমিত জাহাজ লঞ্চিং পদ্ধতি তৈরি করা।
তারপর থেকে প্রযুক্তি কীভাবে উন্নত হয়েছে?
গত বিশ বছরে, এয়ারব্যাগ শিপ লঞ্চিং সিস্টেম শুধু এয়ারব্যাগ নয়, জাহাজ লঞ্চ/ল্যান্ডিং প্রযুক্তিতেও উন্নতি করেছে।প্রথম প্রজন্মের এয়ারব্যাগগুলি এয়ার চেম্বার ট্রাঙ্ক গঠনের জন্য একটি শক্তিবৃদ্ধি স্তর হিসাবে রাবারে ডুবানো ক্যানভাস ব্যবহার করে।দুটি শঙ্কু-আকৃতির ছাঁচ তখন প্রান্তগুলি তৈরি করতে ব্যবহার করা হয়েছিল এবং সবকিছু একসাথে আটকে দেওয়া হয়েছিল।
আজকের এয়ারব্যাগগুলির সাথে, উত্পাদনের জন্য ব্যবহৃত সম্পূর্ণ-এনলেসিং-প্রযুক্তি একসাথে করা হয়।রাবারে ডুবানো সিন্থেটিক-টায়ার-কর্ডগুলিকে ট্রাঙ্ক সহ শক্তিশালীকরণ স্তর হিসাবে ব্যবহার করা হয় এবং একই সময়ে দুটি শঙ্কু আকৃতির প্রান্ত তৈরি করা হয়।সবকিছু তখন একত্রিত হয়, তাই এয়ারব্যাগের কোনো জয়েন্ট থাকে না।রাবারের রসায়নের বিকাশের কারণে, সর্বশেষ এয়ারব্যাগে নিযুক্ত রাবারের কর্মক্ষমতা অত্যন্ত উন্নত এবং একই বৈশিষ্ট্য সহ প্রথম প্রজন্মের ব্যাগের তুলনায় প্রায় 15 গুণ বেশি।
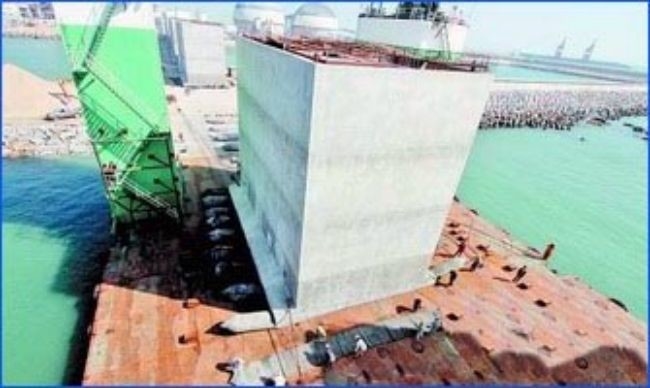
উৎক্ষেপণ ও অবতরণ প্রযুক্তিও উন্নত হয়েছে।শুরুতে, শুধুমাত্র একটি গড়া ঢালে অবস্থিত ছোট এবং সমতল নীচের জাহাজগুলি এয়ারব্যাগ সহ চালু করা যেতে পারে।এখন এই প্রযুক্তি আরো নমনীয় এবং জাহাজ এবং ল্যান্ডফর্ম দ্বারা কম সীমিত।এখন 55,000 এর নিচে DWT সহ যেকোন ধরনের জাহাজ এবং পর্যাপ্ত লঞ্চিং স্পেস আছে এমন জায়গায় এয়ারব্যাগ ব্যবহার করে লঞ্চ করা যেতে পারে।লঞ্চিং ঢাল এমনকি উপরের দিকে ঢালু হতে পারে।এটি সত্যিই জাহাজ চালু করার জন্য একটি অত্যাধুনিক প্রযুক্তিতে বিকশিত হয়েছে, এবং বিশেষ করে কিছু সামুদ্রিক জরুরী অবস্থার জন্য দরকারী।
ভারী উত্তোলন এয়ারব্যাগের গঠন:

মেরিন এয়ারব্যাগের গঠন
1. টার্মিনাল আয়রন
2.শঙ্কু airbag শরীর
3.নলাকার এয়ারব্যাগ বডি
ডি: এয়ারব্যাগের ব্যাস
এল: এয়ারব্যাগের বৈধ দৈর্ঘ্য
Loa: airba এর মোট দৈর্ঘ্য
স্পেসিফিকেশন:
| আমাদের ভারী উত্তোলন এয়ারব্যাগের কিছু সাধারণ মাপ, কাস্টমাইজড মাপও পাওয়া যায় |
| ব্যাস(মি) |
কার্যকরী দৈর্ঘ্য(মি) |
স্তর |
চাপ(এমপিএ) |
| 1.0 |
10 |
5~6 |
০.০৭~০.১০ |
| 1.0 |
12 |
5~6 |
০.০৭~০.১০ |
| 1.0 |
15 |
5~6 |
০.০৭~০.১০ |
| 1.2 |
10 |
5~6 |
০.০৮~০.১২ |
| 1.2 |
12 |
5~6 |
০.০৮~০.১২ |
| 1.2 |
15 |
5~6 |
০.০৮~০.১২ |
| 1.5 |
12 |
5~8 |
০.০৮~০.১৬ |
| 1.5 |
15 |
5~8 |
০.০৮~০.১৬ |
| 1.5 |
18 |
5~8 |
০.০৮~০.১৬ |
| 1.5 |
20 |
4~8 |
০.০৮~০.১৬ |
| 1.5 |
24 |
5~8 |
০.০৮~০.১৬ |
| 1.8 |
12 |
5~8 |
০.০৮~০.১৫ |
| 1.8 |
15 |
5~8 |
০.০৮~০.১৫ |
| 1.8 |
18 |
5~8 |
০.০৮~০.১৫ |
| 1.8 |
20 |
5~8 |
০.০৮~০.১৫ |
| 1.8 |
24 |
5~8 |
০.০৮~০.১৫ |
| 2.0 |
18 |
৬~১০ |
০.০৮~০.১৮ |
| 2.0 |
20 |
৬~১০ |
০.০৮~০.১৮ |
| 2.0 |
24 |
৬~১০ |
০.০৮~০.১৮ |
| 2.5 |
18 |
7~10 |
০.০৭~০.১৩ |
| 2.5 |
20 |
7~10 |
০.০৭~০.১৩ |
| 2.5 |
24 |
7~10 |
০.০৭~০.১৩ |
উত্তোলন ক্ষমতা
ভারী উত্তোলন এয়ারব্যাগের ভারবহন ক্ষমতা কাজের চাপ, যোগাযোগ এলাকার উপর ভিত্তি করে গণনা করা হয়েছিল।এখানে, বিস্ফোরিত চাপ এবং নিরাপত্তা কাজের ফ্যাক্টরের উপর কাজের চাপ ছিল।
রাবার এয়ারব্যাগের নমনীয়তার কারণে, যোগাযোগের এলাকা কিছু শর্ত দ্বারা প্রভাবিত হবে।এটি বহনযোগ্য জাহাজের অবস্থা, জাহাজ উৎক্ষেপণ এবং অবতরণ প্রক্রিয়ার সময় অভিকর্ষ কেন্দ্র থেকে ভিন্ন অবস্থান অন্তর্ভুক্ত করে।তাই রাবার এয়ারব্যাগের বিভারিং ক্ষমতা যোগাযোগের ক্ষেত্রের পাশাপাশি পরিবর্তিত হবে।
আনুমানিক ভারবহন ক্ষমতা নিম্নলিখিত হিসাবে গণনা করা যেতে পারে:
F=PS S=π x (D1-D2)/2
কোথায়:
F হল ভারবহন ক্ষমতা
P হল কাজের চাপ
S হল যোগাযোগ এলাকা
P হল বিকৃতির শতাংশ (%);
D1 হল এয়ারব্যাগের আসল ব্যাস (মি);
D2 হল সংকুচিত এয়ারব্যাগের উচ্চতা (মি)
এয়ারব্যাগ মেরামতের নির্দেশ
যদি এয়ারব্যাগ ক্ষতিগ্রস্থ হয়, তবে যতক্ষণ না রাবারটি গুরুতরভাবে বৃদ্ধ না হয় ততক্ষণ পর্যন্ত এটি মেরামত করা যেতে পারে (পৃষ্ঠে ফাটল এবং আঠালোতা ছাড়াই)।এবং কর্ড ফ্যাব্রিক আলগা এবং পচা না.গরম ভালকানাইজেশন বা স্বয়ংক্রিয় ভলকানাইজেশন দ্বারা মেরামত করা যেতে পারে।পূর্বে ব্যবহৃত টোল এবং মেরামতের উপকরণগুলি বেশ সহজ।আমরা গরম ভলকানাইজেশনের পরামর্শ দিই, ধাপগুলো নিচে দেওয়া হল,
1. এয়ারব্যাগগুলি ভিতরে এবং বাইরে এবং কাদা এবং বালি ছাড়া পরিষ্কার কিনা তা নিশ্চিত করতে ধুয়ে ফেলুন,
তেলের দাগ এবং জলাবদ্ধতা।তারপর পৃষ্ঠ শুকিয়ে।দ্রষ্টব্য: ধোয়ার সময় নিমজ্জন সময় 10 মিনিটের বেশি হতে পারে না।
2. মেরামতের চিহ্নটি দৃশ্যমানভাবে চিহ্নিত করুন।মেরামত এলাকা চিহ্নিত করুন এবং চিহ্ন এলাকা 15 মিমি অতিক্রম করার অনুমতি দেওয়া হয়, গোপন ক্ষতি মিস করবেন না।
3. ব্যাকিং প্রস্তুত করুন
ব্যাকিংয়ের উপাদানটি এয়ারব্যাগের মতোই এবং কর্ড ফ্যাব্রিকের বিন্যাস কোণটি এয়ারব্যাগের সাথে সামঞ্জস্যপূর্ণ।
ব্যাকিংয়ের প্রথম স্তরটি একটি উল্লম্ব লাইন।দৈর্ঘ্য=(ত্রুটির দৈর্ঘ্য+50মিমি)X2
ব্যাকিংয়ের দ্বিতীয় স্তরটি হল তির্যক রেখা যার কোণ এয়ারব্যাগের সমান।এটি প্রথম স্তরের পরিধি থেকে 20 মিমি বড়।
ব্যাকিংয়ের তৃতীয় স্তরটিও তির্যক রেখা যার কোণটি দ্বিতীয় স্তরের বিপরীতে এবং অতিক্রম করে।এটি দ্বিতীয় স্তরের পরিধির চেয়ে 20 মিমি বড়।
চতুর্থ, পঞ্চম এবং ষষ্ঠ স্তরটি এনালগ দ্বারা অনুমান করা যেতে পারে।
প্রতিটি স্তরের ব্যাকিং পেরিফেরির জন্য 40mm-50mm ব্যাসার্ধের ফিলেট ট্রানজিশন প্রয়োজন।
যদি ক্ষতটি 100 মিমি এর মধ্যে পেরেকের ছিদ্র হয় বা 50-70 মিমি মধ্যে ফালা ক্ষত হয়, ক্রস ব্যাকিং প্রস্তুত করা উচিত।নাইলন ক্রস ব্যাকিং 90° ক্রসিং সহ প্রলিপ্ত নাইলনের দুটি স্তরকে নীল করে তৈরি করা হয়।এর আকার 200mmX200mm এবং অন্যান্যগুলি ব্যাকিংয়ের মতোই।
4. ক্ষত ফাইল করা
স্টিল ফাইল বা নমনীয় শ্যাফ্ট ফাইলিং মেশিন দিয়ে ক্ষত ফাইল করুন।পৃষ্ঠের ফাইল প্যাটার্ন সূক্ষ্ম এবং এমনকি সেইসাথে কোন রাবার স্ক্র্যাপ, কণা ছাড়াই হওয়া উচিত।ফাইলিং পৃষ্ঠের গভীরতা প্রায় 0.5-1 মিমি।ব্যাকিংয়ের চেয়ে পরিধি 20 মিমি বড়।ভাঙ্গা এবং আলগা ফাইল কর্ড ফ্যাব্রিক জন্য অনুমোদিত নয়.ফাইল করার পরে, ব্রাশ এবং সংকুচিত বায়ু দ্বারা সর্বদা রাবার স্ক্র্যাপটি উড়িয়ে দিন।
5. ব্রাশ আঠালো এবং শুকিয়ে
পুরো প্রক্রিয়া পরিষ্কার রাখতে হবে।প্রথমবার পাতলা আঠালো ব্রাশ করুন (আঠালো: পেট্রল=1:8)। কোন পলি এবং কেকিং থাকা উচিত নয়, সমানভাবে হওয়া উচিত।জোর করে gluing সঞ্চালিত করা উচিত যাতে আঠালো ফাইল স্লটে কর্ড ফ্যাব্রিক স্তর মধ্যে পশা করতে পারেন.আঠালো হওয়া উচিত অভিন্ন এবং সুস্পষ্ট ভারা খাড়া করা অনুমোদিত নয়।
6. ভিসকস
প্রথমত, ক্ষতের পরিধিতে 1±0.2 মিমি পুরুত্বের সাথে বেস আঠার একটি স্তর ব্রাশ করুন।হাত আঠালো না করার জন্য ঠান্ডা করুন, পেস্ট করুন এবং চাপুন এবং নতুন আঠালো চুক্তির পরে আঠালো ব্যর্থতার ক্ষেত্রে আঠাটি খুব বেশি টাইট হওয়া উচিত নয়, তারপর ব্যাকিং পেস্ট করুন।ব্যাকিংয়ের কেন্দ্রটি ক্ষত কেন্দ্রে লক্ষ্য করা উচিত।ব্যাকিংয়ের কোণটি এয়ারব্যাগ লাইন স্তরের সাথে সামঞ্জস্যপূর্ণ হওয়া উচিত।1M-এর চেয়ে বড় ক্ষতের জন্য, লেপা নাইলন কাপড়ের একটি স্তর ক্ষতটিতে পেস্ট করতে হবে, ক্ষত থেকে 25 মিমি লম্বা।তারপর ব্যাকিং পেস্ট করুন।শেষ পর্যন্ত, একটি সিলিং রাবার (0.8-1 মিমি বেধ, 20 মিমি প্রস্থ) ব্যাকিং এজ এবং এয়ারব্যাগের বডির জয়েন্টের কভারে পেস্ট করতে হবে।
7. ভলকানাইজেশন
সাধারণ শিপবিল্ডিং ইয়ার্ডের জন্য, নিম্নলিখিত সহজ পদ্ধতি অবলম্বন করা যেতে পারে: একটি ফ্রেম সেট আপ করুন, (চিত্রে দেখানো হয়েছে) এবং প্লেট, বালির ব্যাগ (বালি দিয়ে পরিত্যক্ত অটোমোবাইলের ভিতরের টিউবটি পূরণ করুন), জ্যাক এবং উত্তপ্ত প্লেট (শূকর) সরবরাহ করুন লোহা বা ইস্পাত প্লেট Dia300mm, বেধ 25mm)।মেরামত করা ভালকানাইজড এয়ারব্যাগটি চিত্রে দেখানো অবস্থান অনুসারে কেন্দ্রের দিকে লক্ষ্য করা উচিত।প্রথমে গর্ত এবং তারপর ক্ষত ভালকানাইজ করুন।ভালকানাইজ করা বড় ক্ষত যদি ভালকানাইজেশনের কার্যকরী দৈর্ঘ্যকে ছাড়িয়ে যায়, তবে কেন্দ্রটি প্রথমে ভালকানাইজ করা উচিত তারপর উভয় দিকে।উত্তপ্ত প্লেটগুলি পুনরায় ভলকানাইজেশনের পূর্ববর্তী অবস্থানের সাথে 15 মিমি ওভারল্যাপ করা উচিত।যখন তাপমাত্রা 135±5 ℃ এবং চাপ 0.8-0.12MPa হয় তখন ভলকানাইজেশন 40-50 মিনিটের মধ্যে শেষ হবে।
8. মেরামত শক্তভাবে আবদ্ধ কিনা তা পরীক্ষা করুন, ত্রুটি যেমন অকার্যকর, ডিলামিনেটিং বা স্পঞ্জ ইত্যাদি অনুমোদিত নয়।গরম করার জায়গায় নতুন আঠালো হিসাবে, বার্ধক্য, ফাটল, ভলকানাইজেশনের অধীনে এবং অতিরিক্ত ভালকানাইজেশন অনুমোদিত নয়।মেরামতের যোগ্য হলে ইনফ্লেটিং পরীক্ষা করা হবে।

 আপনার বার্তাটি 20-3,000 টির মধ্যে হতে হবে!
আপনার বার্তাটি 20-3,000 টির মধ্যে হতে হবে! Bengali
Bengali